國宇量儀與您淺談氣動量儀測量原理
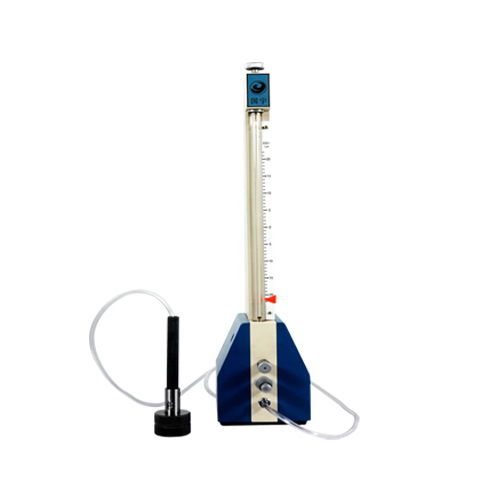
氣動量儀是一種長度測量工具,原理是比較測量法。其測量方法是將長度信號轉化為氣體流量或壓力信號,通過玻璃管浮標或電子柱光柱的形式顯示。這兩種顯示形式分別稱為浮標式氣動量儀和電子柱式氣電量儀。氣動量儀與不同的氣動測頭搭配,可以實現多種參數的測量。為滿足工業4.0時代對智能化精密測量設備的要求,氣電量儀在信號處理、信息分析方面有突出優勢。氣動測量是通過空氣流量和壓力來測量工件尺寸大小的技術,空氣的流量與尺寸間隙的大小具有一定的比例關系。實現氣動精密測量,需要感應被測工件尺寸變化,通常稱之為測量頭,也就是氣動測量中的氣測校。
氣動量儀在汽配行業的應用
浮標式氣動量儀是機械制造業使用的一精密長度測量儀器。量儀上配以相應的測頭,可以測出多種尺寸公差和形位公差。它有結構簡單、使用方便、測量精度高、可實現非接觸測量和遠距離測量的優點,是長度測量的一個重要的分支,在汽配行業得到廣泛應用。
氣動量儀的使用注意事項
1.壓縮空氣壓力保持在0.3-0.7MPa之間,氣源要盡量清潔,干燥;
2.測量前,需保證測量頭,環規,產品清潔;
3.讀數時注意眼睛,刻度線和浮標在同一高度線上;
4.量儀不允許有漏氣位置;
5.量儀停用存放時,零位旋鈕和放大倍數旋鈕不宜過松或過緊。測量頭,校對環規停用時應做防銹;
6.長期使用,應做周期檢定。如校對環規尺寸有變化,應以實際的尺寸作為調整儀器的依據。
氣動量儀的應用
內徑和外徑:氣動量儀常被用于測量工件的孔內徑和圓外徑的尺寸或形狀。兩噴嘴氣動測頭——具有兩個相對的噴嘴孔,常用于測量孔的內徑,而兩噴嘴的氣動塞規則主要用于測量外徑。 平均值:多噴嘴均勻分布在一個圓面上的測量工具,可以為使用者完成平均值的測量。這種測量工具主要用于薄壁元件或特殊的圓表面元件,四個、六個或更多的噴嘴可以被使用,噴嘴數目將取決于測量工具的大小。 特殊圓表面:氣動量儀能測量工件的圓度。對于兩點不圓的情況,一個常用的兩噴嘴氣動測頭就可以了,如果是奇數圓,就必須根據圓奇數的數目相應的增加噴嘴的數量。直線度:氣動量儀另一個常用的地方是用于動態的測量孔的直線度或者彎曲度,在這樣的測量中,一個特制的氣動測頭可以簡單快捷的測量出被測工件內孔的直線度。 垂直度:測定一個工件的垂直度,例如測量某孔相對于某一表面的垂直度,可以通過在被測孔中移動一個具有“Z”字形的噴嘴的氣動測頭,根據背壓的改變,測量出垂直度的變化。 錐度:錐度的變化可以通過兩個不同噴嘴面直徑的特殊測頭被氣動量量儀調整得正確與否會直接影響到測量結果的正確性,所以應給予特別的重視。調整的具體方法隨著測量類型的不同略有差別,下面主要介紹三種最基本的調整方法。對量儀有了充分了解并掌握了這三種方法后,對其它類型測量的調整可以說沒有什么困難。
用氣動軸向測量頭和測量臺架的調整
倍數的調整一般在兩個基準點上(1000倍在零下80μm至零上80μm,2000倍為零下40μm至零上40μm,5000倍為零下15μm至零上15μm,10000倍為零下8μm至零上8μm)進行。下面以5000倍為例說明之。在調整之前應選擇三組具有圖9所示尺寸差的量塊組,將第一組量塊放入測量噴嘴的下面,調節測量臺架和測量頭上的微調螺母,是噴嘴與量塊端面輕輕接觸后固定之,打開進氣閥送入壓縮空氣。將第二組量塊放入測量噴嘴下面,浮標應處下基準點上,如果浮標高于該位置應進行零位調整---高于要求位置時零位旋鈕按順時針方向轉動,反之則逆時針轉動,是浮標正確的處在要求的位置上。將第三組量塊放入測量噴嘴下面,浮標應處在上基準點上,如果浮標高于該位置,將放大倍率旋鈕逆時針轉動,反之則順時針轉動,然后反復用第二組第三組量塊進行零位和倍數的調整,使浮標正確處于上下兩基準點上時為止。
用氣動內徑測量頭及校對規的調整
測量頭兩噴嘴對應的尺寸與被測量尺寸間具有一定初始間隙,所以在調整過程中,用上下限校對規的實際差值進行倍數和零位的調整。首先將下限校對規(設實際尺寸為φ22)套入測量頭上,是測量頭的噴嘴位于校對規的寬度的中間,打開進氣閥,調節零位旋鈕是浮標處于“0”位。(取下下限校對規,放上上限校對規(設實際尺寸為φ22.015),旋轉放大倍數旋鈕進行倍數調整,如此反復用上、下限校對規調節放大倍數旋鈕和零位旋鈕達到浮標分別正確位于“0”和“15”時為止。零位的調整當然以浮標指示的零位與尺寸的零位重合最為方便,但是實際測量中往往有這樣的現象發生:如用2000倍的浮標式氣動量儀要測量尺寸為φ27+0.07 0的工件,此時就無法采用刻度尺的“0”作為讀數的零位,而必須以零下的“30”作為讀數的零位,以零下“30”至零上“40”作為讀數區間。
用氣動外徑測量頭及校對柱測量的調整
外徑測量的調整方法與氣動內徑測量頭和校對規的調整方法相似,所差別的是用上限校對柱調整零位,用下限校對柱調整倍數,正好與內徑測量情況相反。這是由于外徑越大,測量間隙越小,浮標的位置越低;反之,外徑越小,測量間隙越大,浮標位置越高。這一點無論在調整時還是測量時都應特別注意。
測 量
量儀調整完畢后,即可進行測量工作。當用氣動軸向測頭及測量臺架進行測量時,將工作的被測面放在測量噴嘴下面,浮標可直接指示出被測量工件的尺寸。內、外徑的測量只要將被測工件代替校對規(校對柱),浮標可直接指示出被測工件的尺寸。在測量內徑過程中,測量頭的測量位置與校對位置保持一致可以提高測量精度。儀輕易的測量到。氣動量儀選購時根據可測量工件的各種長度參數、形狀和位置誤差,特別對某些機械量具和量儀難以實現的測量。例如深孔內經,小孔內經,窄槽寬度等,比較容易實現。氣動量儀的放大倍數較高,人為誤差較小,工作時無機械摩擦,沒有回程誤差。這種氣動量儀的儀器操作方便、讀數直觀、能夠進行連續測量。特別是多管拼合式氣動量儀,能夠同時測量多個參數,測量效率高。浮標式氣動量儀實現測量頭與被測表面不直接接觸,減少測量力對測量結果的影響,避免劃傷被測件表面,對薄壁易變形零件的測量尤為適用。由于非接觸測量,測量頭可較少磨損,延長使用壽命。浮標式氣動量儀在選購時要觀察外表面的圖層與鍍層應無剝落、生銹等缺陷。氣動量儀應無影響使用性能的漏氣。放大倍數調整按鈕和零位調整按鈕轉動應靈活、可靠,不應有,明顯的軸向竄動。選礦藥劑 在測量時要界限指針應便于上下調整,且定位準確,固定可靠。計量儀刻度尺上的刻線、數字及其他標志是否正確、均勻、清晰。