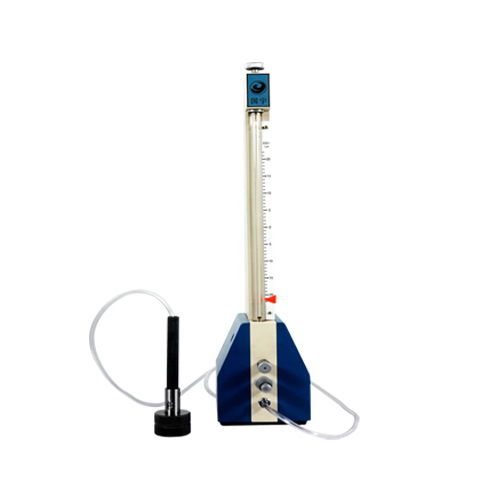
珩磨機氣動量儀運用 珩磨機配合氣電量儀使用
梁山國宇量儀精密機械有限公司詳細介紹珩磨機氣動量儀。珩磨機氣動量儀是其珩磨頭的進給機構,下面我們分析一下其進給原理:該進給機構是靠機械及液壓傳動配合電氣控制、氣動量儀完成砂條進給的,下面我們先分析其機械傳動部分。
珩磨頭進給機構該機構設有粗精珩和光珩磨、自動褪刀、手動調刀等功能。
進給油缸剖面圖在珩磨過程中,由于噴嘴與缸壁的間隙是不斷變化的,這個間隙的變化量與氣動量儀內的氣壓損失△P是線性的,這個壓力變化值被測量儀的壓電傳感器轉變?yōu)殡娦盘杹砜刂歧衲コ叽纭.敋鈩恿績x測量沒到尺寸時,量儀壓力電氣傳感器給出電信號到進給電磁閥,高壓油推動進給油缸活塞以珩磨沖程為脈沖來回運動,進給油缸活塞通過棘爪撥動進給齒輪3帶動內螺紋套轉動,驅動外螺紋套向下移動,帶動進給,使得珩磨砂條向外膨脹,進給活塞沒完成一個行程對應的進給量0.002mm,完成一次進給。
當粗精磨到尺寸后(氣動量儀給出信號),這時量儀傳感器發(fā)出信號給退刀電磁閥換向,高壓油推動退刀活塞退回,砂條自動縮回原位。同時通過光珩電磁閥來的高壓油推動光珩磨油缸活塞向下移動,帶動光珩挺桿向下移動,從而將光珩砂條漲出進行光珩,光珩是靠時間控制的,到了設定時間,光珩電磁閥換向活塞上移帶動挺桿退回,光珩砂條縮回。通過以上的進給原理分析,我們可以看到進給量是不連續(xù)的,有沖擊現(xiàn)象,這樣我們很難對加工情況進行必要的控制,對提高加工質量帶來了一定的困難。2.沖程控制下面我們再來簡單分析以下其沖程的速度控制,4是改進前的沖程圖控制的液壓原理圖,沖程速度與主軸回轉速度的匹配是保證網紋質量非常關鍵的因素,所以如果我們能夠對其進行調整,就可以進行優(yōu)化的選擇。
改進前的沖程控制液壓原理圖,沖程的速度控制只有一個可手動調節(jié)的節(jié)流閥V2,并且該閥安裝在機床頂部,很不好調節(jié)。在圖示位置電磁閥不帶電,此時壓力油經主換向閥進入珩磨缸的下腔,使得珩磨工具向上移動,保持在上端位置,此時珩磨頭油缸的活塞桿被抱剎油缸抱住,防止珩磨頭下滑,抱剎油缸起保險作用,當要工作時,抱剎被液壓油打開,先導閥電磁鐵通電,高壓油通過主換向閥同時進入珩磨油缸的上下腔,此時由于上腔活塞面積大所以活塞向下運動,當先導閥失電時,高壓油進入活塞下腔,活塞向上運動,回油經單向節(jié)流閥回油箱。這樣循環(huán)往復完成珩磨的沖程運動。