梁山國宇量儀與您講解氣動量儀的應用方法
【梁山國宇量儀精密機械有限公司】企業理念:
公司本著“造精品、創品牌、重信譽、謀發展”的經營理念,憑借精湛的工藝技術,先進的計量檢測設備和健全的管理制度,將以最好的質量,最快的速度為客戶提供系統的售前、售中、售后服務,我們愿與廣大客戶攜手共進,共創輝煌。
氣動量儀的用途極為廣泛,可以用于精密測試,也可以用于自動測量。
精密測試
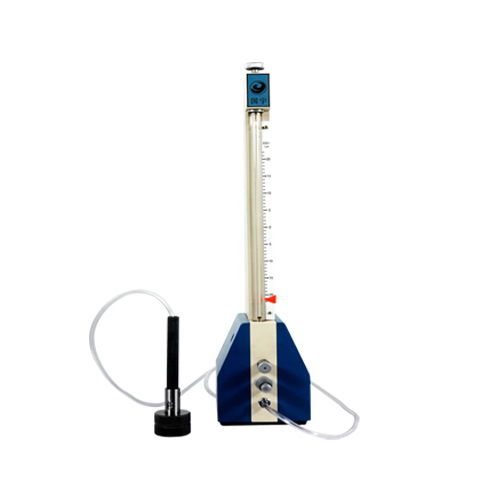
山東氣動量儀與測頭一般是分開的,兩者之前用軟管連接起來。作為量儀,應該包括從測頭到指示部的一個完整的測量鏈,但一般所說的氣動量儀,實際上僅僅只是氣動量儀指示部。它與氣動測頭在一起才能構成一臺完整的量儀。
由于氣動量儀的特點,生產和使用的需要,氣動量儀指示部與測頭在設計,生產,使用,更換等方面都是獨立的,習慣上把氣動量儀指示部就稱為氣動量儀了。
氣動測頭將被測參數的變化轉換成空氣流量,壓力等參數的變化,在氣動量儀上進行指示,因此只要是能利用氣動測頭變換成流量,壓力等變化的所有參數,都可以用氣動量儀進行測量例如,厚離,孔徑,軸徑,槽寬,槽深,配合間隙等尺寸參數,圓度,平面度等形狀參數,孔面垂直度,兩孔或兩軸平行度,孔軸心距等位置參數以及能轉換成長度量如容積,重量,力等其它的物里量,所以說,如果掌握了各種氣動量儀的原理和特點以及氣動測頭的設計方法,幾乎所有的參數都是可以用氣動量儀來進行測量的。
用于精密測量的量儀的種類很多,都具有各自的特點,根據氣動量儀的特點,主要用于如下幾個方面
孔徑,槽寬的測量,特別是深孔,小孔直徑,窄槽寬的測量,如直徑100mm長度1m的深孔的孔徑3~1mm的槽寬的測量,用一般的測量方法是非常困難,甚至不可能的,而用動測量則比較方便。
非接觸式測量。如表面粗糙度低,表面不允許有微小劃痕的工件的測量,,用氣動測量,可以完全不接觸工件表面。
鋁、塑料,橡膠等軟材料的尺寸測量,這些材料由于表面硬度低,易于變靜,用一般方法的測量,測量精度很低,用氣動測量因測力很小,可以獲得較高精度。
大批量生產中精密零件的尺寸測量,一般氣動測頭只適合測量一種件某個尺寸,即測頭是專用的,因此特別適合于大批量生產,可以獲得高效,高精度的良好效果。
多參數同時測量。如發動機的活塞可以同時測量出銷孔徑,裙部直徑,槽底徑等,活塞銷可以同時測量軸向三個截面的直徑,非常方便。
形狀誤差的測量。如孔軸線的直線度測量,用一般方法非常困難,用氣動測量則非常方便。
很多用一般測量方法非常困難的位置精度的測量。如孔心距的測量,孔的平行度測量,氣動測量比一般方法效率要高幾十倍,其它如孔軸線與端面的垂直度,同軸孔的同軸度等等,用氣動測量都是極其方便的。
大型零件上的某些參數的精密測量,如箱體上的孔徑測量,這種零件不可以搬到精密的儀器上進行測量,而氣動測量時,因氣動測頭可以遠離氣動量儀,所以測量十分方便。
配合間隙的測量。配合間隙一般是分別測量出孔和軸的尺寸來確定的,由于受測量精度的限制,常常不能滿足要求,用氣動測量可以使高壓空氣或其它氣體流過配合間隙,并測出其流量,從而獲知其間隙值,這種綜合測量方法的精度和效率都比較高。
容積,漏氣量,密封性,通氣性等用一般測量方法比較困難,如利用空氣狀態的變化規律和流動特性進行測量,則很方便。
自動測量
自動測量,包括自動檢驗,自動分選,主動測量,自動補調等方面。由于自動測量需要自動控制或干預工藝過程,一般來說,用電動量儀較為合適。但是電動量儀我數情況下只適用于外尺寸等一般易于測量的參數,對于諸如小孔磨削主動測量,內孔珩磨主動測量,孔類零件的自動分選和自動檢測,則仍以氣動測量最為合適。另外如種形狀,位置誤差的自動檢測,也以氣動測量見長,即使是一般的外圓磨削主動測量,使用氣動測量也具有高精度,高效率,低成本和易于實現等優點
公司本著“造精品、創品牌、重信譽、謀發展”的經營理念,憑借精湛的工藝技術,先進的計量檢測設備和健全的管理制度,將以最好的質量,最快的速度為客戶提供系統的售前、售中、售后服務,我們愿與廣大客戶攜手共進,共創輝煌。
氣動量儀的用途極為廣泛,可以用于精密測試,也可以用于自動測量。
精密測試
山東氣動量儀與測頭一般是分開的,兩者之前用軟管連接起來。作為量儀,應該包括從測頭到指示部的一個完整的測量鏈,但一般所說的氣動量儀,實際上僅僅只是氣動量儀指示部。它與氣動測頭在一起才能構成一臺完整的量儀。
由于氣動量儀的特點,生產和使用的需要,氣動量儀指示部與測頭在設計,生產,使用,更換等方面都是獨立的,習慣上把氣動量儀指示部就稱為氣動量儀了。
氣動測頭將被測參數的變化轉換成空氣流量,壓力等參數的變化,在氣動量儀上進行指示,因此只要是能利用氣動測頭變換成流量,壓力等變化的所有參數,都可以用氣動量儀進行測量例如,厚離,孔徑,軸徑,槽寬,槽深,配合間隙等尺寸參數,圓度,平面度等形狀參數,孔面垂直度,兩孔或兩軸平行度,孔軸心距等位置參數以及能轉換成長度量如容積,重量,力等其它的物里量,所以說,如果掌握了各種氣動量儀的原理和特點以及氣動測頭的設計方法,幾乎所有的參數都是可以用氣動量儀來進行測量的。
用于精密測量的量儀的種類很多,都具有各自的特點,根據氣動量儀的特點,主要用于如下幾個方面
孔徑,槽寬的測量,特別是深孔,小孔直徑,窄槽寬的測量,如直徑100mm長度1m的深孔的孔徑3~1mm的槽寬的測量,用一般的測量方法是非常困難,甚至不可能的,而用動測量則比較方便。
非接觸式測量。如表面粗糙度低,表面不允許有微小劃痕的工件的測量,,用氣動測量,可以完全不接觸工件表面。
鋁、塑料,橡膠等軟材料的尺寸測量,這些材料由于表面硬度低,易于變靜,用一般方法的測量,測量精度很低,用氣動測量因測力很小,可以獲得較高精度。
大批量生產中精密零件的尺寸測量,一般氣動測頭只適合測量一種件某個尺寸,即測頭是專用的,因此特別適合于大批量生產,可以獲得高效,高精度的良好效果。
多參數同時測量。如發動機的活塞可以同時測量出銷孔徑,裙部直徑,槽底徑等,活塞銷可以同時測量軸向三個截面的直徑,非常方便。
形狀誤差的測量。如孔軸線的直線度測量,用一般方法非常困難,用氣動測量則非常方便。
很多用一般測量方法非常困難的位置精度的測量。如孔心距的測量,孔的平行度測量,氣動測量比一般方法效率要高幾十倍,其它如孔軸線與端面的垂直度,同軸孔的同軸度等等,用氣動測量都是極其方便的。
大型零件上的某些參數的精密測量,如箱體上的孔徑測量,這種零件不可以搬到精密的儀器上進行測量,而氣動測量時,因氣動測頭可以遠離氣動量儀,所以測量十分方便。
配合間隙的測量。配合間隙一般是分別測量出孔和軸的尺寸來確定的,由于受測量精度的限制,常常不能滿足要求,用氣動測量可以使高壓空氣或其它氣體流過配合間隙,并測出其流量,從而獲知其間隙值,這種綜合測量方法的精度和效率都比較高。
容積,漏氣量,密封性,通氣性等用一般測量方法比較困難,如利用空氣狀態的變化規律和流動特性進行測量,則很方便。
自動測量
自動測量,包括自動檢驗,自動分選,主動測量,自動補調等方面。由于自動測量需要自動控制或干預工藝過程,一般來說,用電動量儀較為合適。但是電動量儀我數情況下只適用于外尺寸等一般易于測量的參數,對于諸如小孔磨削主動測量,內孔珩磨主動測量,孔類零件的自動分選和自動檢測,則仍以氣動測量最為合適。另外如種形狀,位置誤差的自動檢測,也以氣動測量見長,即使是一般的外圓磨削主動測量,使用氣動測量也具有高精度,高效率,低成本和易于實現等優點